
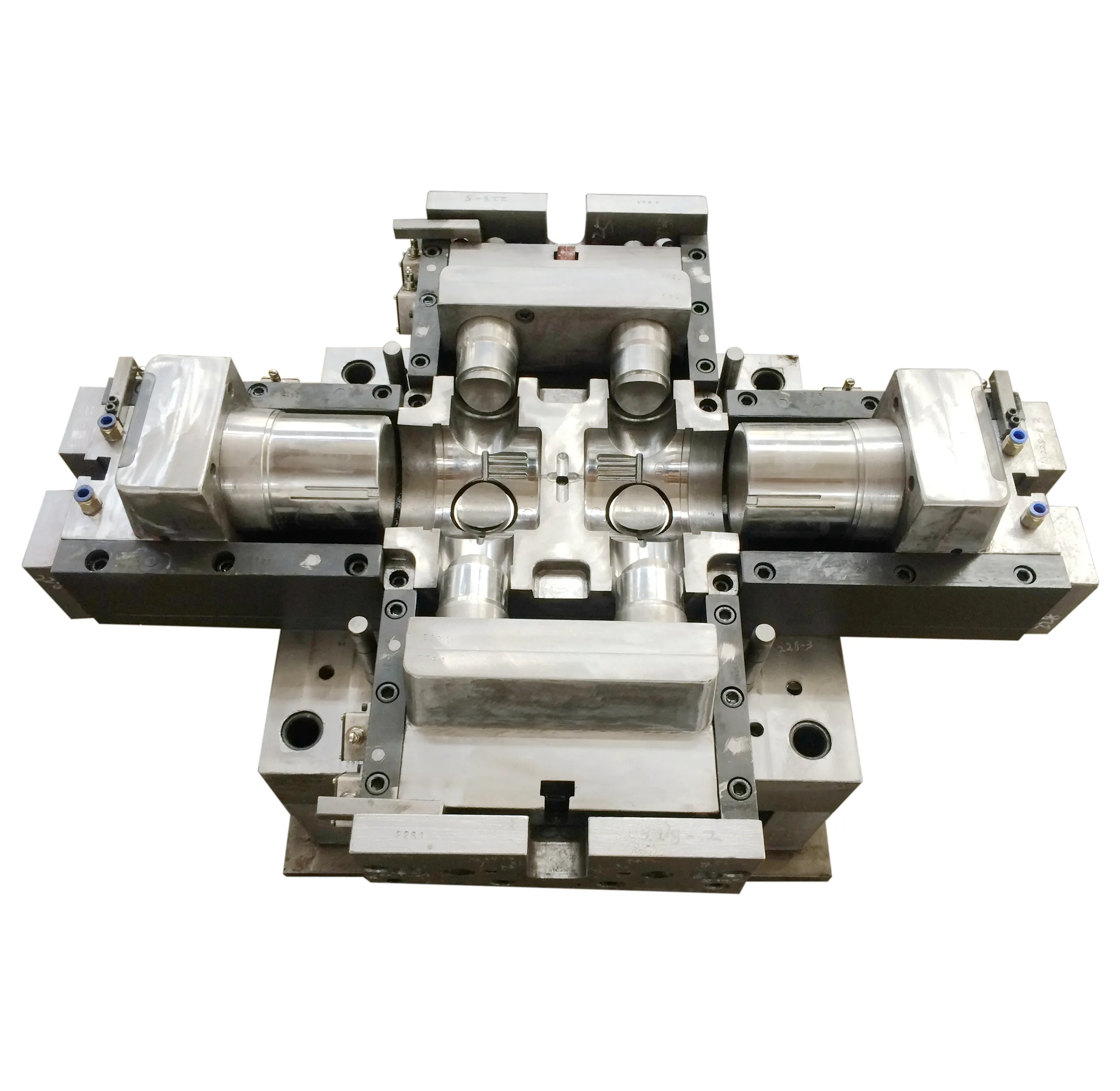
Stampo per raccordo per tubo di scarico a pavimento in PVC
Nome dello stampo:Stampo per raccordo per tubo di scarico a pavimento in PVC
Cavità: 2 cavità
Dimensioni dello stampo: 110 mm
Acciaio per stampi: Germany2316 china2316 o4cr13 per la cavità e il nucleo
Cancello: cancello diretto
struttura dello stampo: cilindro dell'olio
Durezza del nucleo/cavità: HRC 40-45° dopo il trattamento termico sotto vuoto
Macchina per lo stampaggio a iniezione: 450 T
Hongjin Mould Co., Ltd è stata fondata nel 2002. Abbiamo più esperienza nello Stampo per raccordi per tubi da oltre 23 anni. Lo stampo per scarico a pavimento in PVC viene utilizzato in acciaio inossidabile per la cavità e il nucleo dello stampo.
Non vediamo l'ora di collaborare a lungo con voi.
Di seguito sono riportate le informazioni principali come riferimento.
Problema dell'iniezione del PVC e soluzione
1. Mancanza di materiale: il fenomeno dell'impossibilità di riempire lo stampo si verifica spesso durante il processo di iniezione dei raccordi. Quando la macchina per lo stampaggio a iniezione ha appena iniziato a funzionare, a causa della temperatura dello stampo troppo bassa, la perdita di calore del materiale fuso in PVC è elevata, è facile produrre una solidificazione precoce, la resistenza della cavità dello stampo è elevata e il materiale non può essere riempito con la cavità dello stampo. Questo fenomeno è molto normale, ma anche temporaneo, poiché l'iniezione continua del modello digitale scomparirà automaticamente. Se non è possibile riempire sempre lo stampo, considerare le seguenti situazioni e apportare le modifiche appropriate:
1: la temperatura del materiale iniettato è bassa e la fluidità è scarsa, quindi la temperatura di riscaldamento può essere opportunamente aumentata per migliorare la plastificazione e la fluidità del materiale.
2: Il ciclo di stampaggio a iniezione impostato è breve o il materiale non è sufficiente, può essere opportuno aumentare il tempo di iniezione e aumentare la quantità di sol.
3: Se la pressione impostata è troppo bassa o il tempo di conversione dalla pressione di iniezione alla pressione di mantenimento è troppo anticipato, è possibile aumentare opportunamente la pressione di iniezione o regolare il tempo di conversione dalla pressione di mantenimento.
4: la velocità di iniezione è bassa, la velocità di iniezione può essere aumentata opportunamente.
5: la dimensione della struttura del sistema del canale di flusso è piccola, può essere appropriato aumentare il volume del canale principale, dello shunt o del cancello per essere più grandi
6: lo scarico dello stampo non è buono, può essere opportuno modificare la posizione del cancello o aprire una scanalatura di scarico.
7: lo stampo di riempimento a parete sottile è difficile, è possibile regolare la struttura del prodotto o modificare il sistema di colata.
 RELATED
RELATED
 RELATED
RELATED







 Whatsapp
Whatsapp Telefono
Telefono