
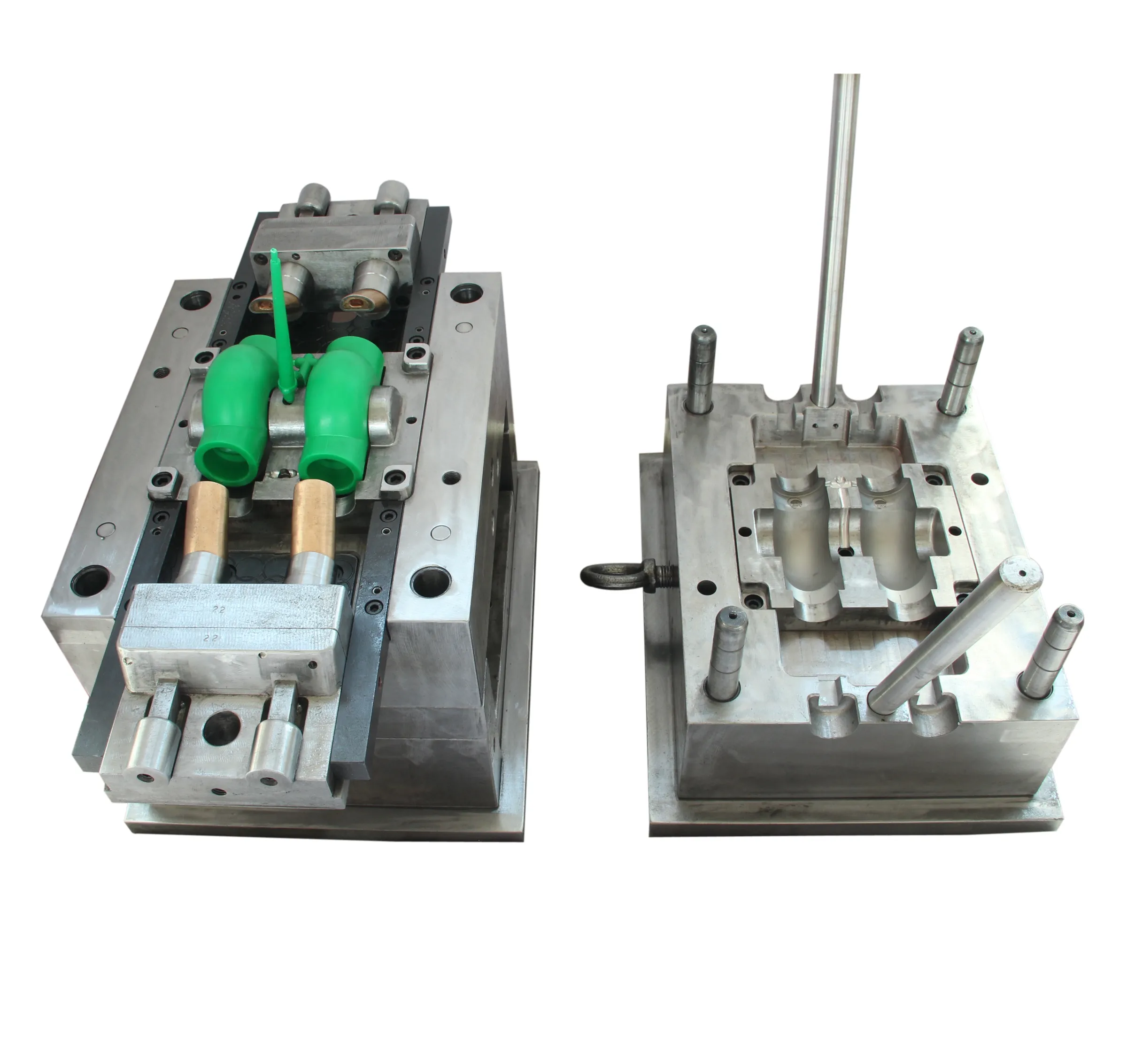
Stampo per raccordo per tubo a gomito a 90° UPVC da 50 mm
Nome dello stampo:Stampo per raccordo per tubo a gomito a 90° UPVC da 50 mm
Cavità: 4 cavità
Dimensioni dello stampo: 50 mm
Acciaio per stampi: Germany2316 china2316 or4cr13 per la cavità e il nucleo
Cancello: cancello diretto
struttura dello stampo: perno angolare e cilindro dell'olio
Durezza del nucleo/cavità: HRC 40-45° dopo il trattamento termico sotto vuoto
Macchina per lo stampaggio a iniezione: 300 T
Taizhou Huangyan Hong Jin Mould Co., Ltd è stata fondata nel 2002. Siamo professionisti nella progettazione e produzione di stampi per raccordi per tubi da oltre 23 anni.
Non vediamo l'ora di collaborare a lungo con voi.
Di seguito sono riportate le informazioni principali come riferimento.
Difficoltà in fase di progettazione dello Stampo in PVC
Design complesso di guide e cancelli
Difficoltà: il PVC fuso ha un'elevata viscosità e una scarsa fluidità. Per riempire contemporaneamente e in modo uniforme tutte le parti della cavità dello stampo (in particolare le parti a pareti sottili e distali), la progettazione del canale di flusso (canali principali e derivati) e del punto di iniezione è fondamentale.
Sfide specifiche:
Canale di flusso bilanciato: garantire che la caduta di pressione e il tempo di flusso dall'ugello della macchina per lo stampaggio a iniezione all'estremità di ciascuna cavità siano coerenti, per evitare fenomeni di iniezione breve (riempimento insufficiente) o mantenimento di pressione eccessiva (trabocco, stress interno elevato).
Posizione e forma del cancello: La selezione errata della posizione del cancello può causare la comparsa di segni di saldatura nell'area di debole pressione, influenzando gravemente la pressione di scoppio dei raccordi. Anche la dimensione del cancello deve essere calcolata con precisione. Se è troppo piccolo, genererà una grande quantità di calore durante la tosatura e sarà soggetto a decomposizione; Se è troppo grande, il raffreddamento sarà lento, il ciclo sarà lungo e sarà difficile rimuovere il cancello.
Pozzetto e scarico del materiale freddo: il PVC è facile da raffreddare e un pozzetto efficace per il materiale freddo deve essere progettato per catturare il materiale freddo anteriore. Allo stesso tempo, le cavità complesse sono soggette a intrappolamento di gas ed è necessario predisporre aperture di scarico ragionevoli e sufficienti, altrimenti potrebbero causare problemi come combustione (decomposizione) e carenza di materiale.
Progettazione della cavità e stima del tasso di ritiro
Difficoltà: il tasso di restringimento dello stampaggio del PVC non è un valore fisso ed è influenzato da vari fattori come il tipo di resina, la formula (come il contenuto di riempitivo), i parametri di processo (temperatura, pressione), ecc.
Sfida specifica: i progettisti devono assegnare tassi di ritiro diversi alle diverse parti dello stampo in base all'esperienza e a una profonda conoscenza dei materiali. Ad esempio, il tasso di restringimento della carne spessa e di quella sottile è diverso, così come è diverso anche il tasso di restringimento lungo la direzione del flusso e quella verticale. Una stima imprecisa può portare a deviazioni dimensionali nel prodotto finale, in particolare sulla dimensione della connessione filettata e sulla dimensione del raccordo dei raccordi.
Progettazione del sistema di raffreddamento
Difficoltà: il PVC è un materiale sensibile al calore che deve essere raffreddato in modo efficiente e uniforme all'interno dello stampo.
Sfide specifiche:
Raffreddamento uniforme: la struttura irregolare del tubo e lo spessore irregolare delle pareti determinano velocità di raffreddamento incoerenti. Le parti con raffreddamento lento si restringono maggiormente, provocando segni di restringimento, deformazione e stress interno.
Disposizione dei canali d'acqua: è necessario disporre i canali d'acqua di raffreddamento il più vicino ed equilibrato possibile alla superficie della cavità dello stampo in telai e nuclei di stampi complessi, il che rappresenta una prova enorme della capacità di lavorazione. Il raffreddamento non uniforme porta direttamente a cicli di produzione prolungati e a una minore resa del prodotto.
Progettazione del sistema di sformatura
Difficoltà: i raccordi in PVC solitamente hanno filettature interne, fibbie invertite o strutture complesse di nervature.
Sfide specifiche:
Meccanismo di estrazione del nucleo: blocchi scorrevoli complessi, piani inclinati e altri meccanismi di estrazione del nucleo devono essere progettati per ottenere la sformatura. La progettazione di queste istituzioni deve essere precisa, affidabile, fluida nei movimenti, priva di interferenze e dotata di sufficiente robustezza e resistenza all'usura.
Bilanciamento del top out: la disposizione del perno superiore deve garantire che i raccordi dei tubi vengano espulsi in modo fluido e sincrono. Qualsiasi squilibrio può far sì che il prodotto diventi bianco, deformato o addirittura rotto.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED







 Whatsapp
Whatsapp Telefono
Telefono